지지대 설정
Infill: 밀도
Support type
전체: 시간 소요, 품질 손상
부분: 필요 부분
없음

적층값 결정
적층값
- 출력 적층 수치
-- 높은 적층값 - 낮은 정밀도
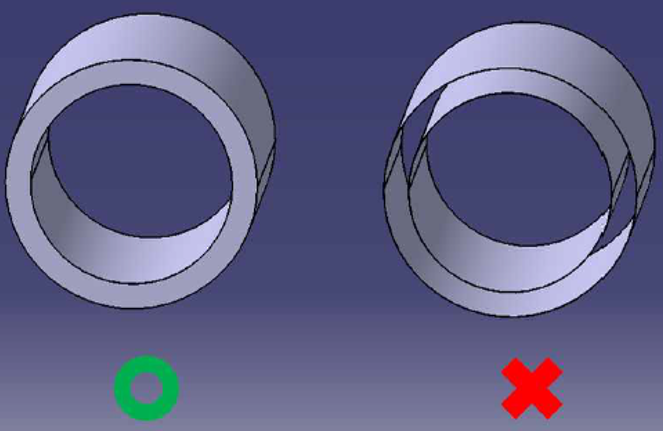
Surface 출력 두께
- 벽의 두께
-- 0.5mm이상
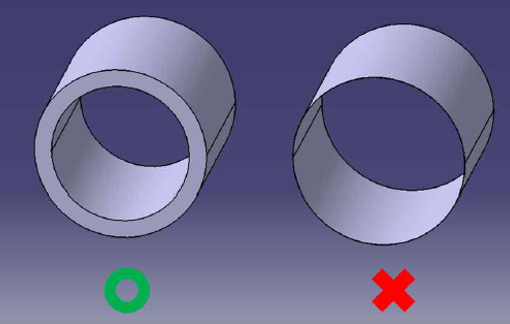
Model 면 Open 및 Close
-- 면과 면 닫힘 상태
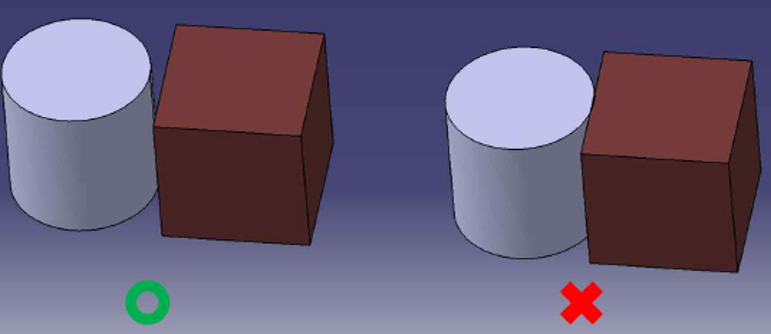
모서리
- 출력물 사이 간격
-- 0.1mm이상
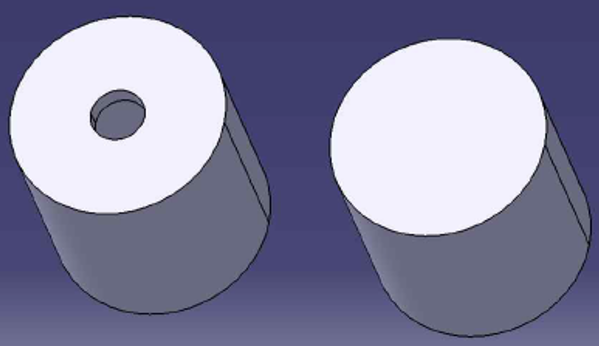
Model의 재료 및 스케일
- 쓰임과 목적에 따라
-- 작동 시간 조정
3D프린터의 출력 범위
- 출력 범위 유의

구조물의 안정성
- 무게 중심


3D프린터 적층두께
FDM
makerbot Replicator 2x
Stratasys dimension 1200es
Cubicon Single
SLS
3D Systems FroX 100
Renishaw Am250
EOS FORMIGA P110
LOM
Solido SD300 Pro
Binder jetting
3D Systems Projet 660pro
ExOne M-Flex
VoxelJet VX500
Material jetting
Objet24
DLP
3D Systems projet 1200
SLA
3D Systems projet 6000
G코드 생성
Support
- Support Type
--- None
----Touching buildplate
------플레이트와 출력물 사이
----Everywhere
------모든 곳
- Platform adhesion type
--- None
--- Brim: 첫 레이어 확장
--- Raft: 베드면 출력
G코드 생성
-- G코드 파일
--- G코드 일람표
--- CAM정보 출력
----- Block: 지령 한줄
----- 주석: ;, ()
----- 어드레스
------- 준비기능: G
------- 보조기능: M
------- 기타기능: F, S, T
------- 좌표어: A,B,C,D,E,I,J,K,R,P,X,Y,Z
준비기능 G코드
- 17개 모달(Modal)그룹
----0
------원샷 명령
------한번만 유효
------원점 복귀
------좌표계 설정
- 1
----지속적 유효
헤드 이송 명령(보간 기능)
-- 모달그룹 1
-- G00: 급속이동
좌표 지령의 방법
-- 모달그룹 3
-- 절대지령
---- G90: 원점으로부터의 거리
-- 증분지령
---- G91: 헤드 위치 기준 이동량
-- G01: X,Y,Z,E 좌표 위치 직선이동
---- F: 이동 속도(mm/min)
-- G02,03: 원호
-- G33: 헬리컬 곡선
기타 준비기능
-- 대기지령(Dwell)
---- G04: 대기시간 지정
------ X: 소수점 실수(초)
------ P: 정수(밀리초)
-- 원점복귀: G28
-- 공작물 좌표계 설정:G92
---- 원점의 위치 이동
보조기능 M코드
-- 헤드 이외의 장치 제어
-- M190: 플랫폼 가열
------ S어드레스
------ 가열 최소 온도
------ R어드레스
------ 온도 유지
-- M109: ME, 열선 온도 지정 및 대기
-- M73: 제작 진행률 표시(백분율)
-- M135: PID제어 지정(헤드 온도 조작)
-- M133: 재가열
-- M126: 헤드 주변장치
-- M127: 헤드 주변장치
-- M104: 헤드 온도 지정
'왕초짜를 위한 3D프린팅 기초 실기 공부하기' 카테고리의 다른 글
| 틴커캐드에 대해 알아봅시다~~~https://www.tinkercad.com/ (0) | 2023.10.07 |
|---|---|
| FDM 3D 프린터 방식 (0) | 2021.08.03 |
| 3D 프린팅 프로세스 (1) | 2021.07.26 |
| 지지대 파악하기 (0) | 2021.07.20 |
| 지지대 필요성 파악 (0) | 2021.07.19 |



