1. FDM 방식
▶FDM 방식의 원리는 가열된 노즐에 필라멘트 형태의 열가소성 수지를 투입한다.
▶투입된 재료들이 노즐 내부에서 가압되어 노즐 출구를 통해 토출 되는 형식이다.
▶플라스틱 재료를 녹여 이를 노즐을 통해 압출하기 때문에 조형 공정 특성상 열가소성
재료만을 사용하여야 한다.
▶재료 압출 방식 : 노즐을 통해서 압출된다.
압출 후 노즐 출구의 단면 형상과 유사하게 형상을 유지할 수 있는 재료에는 대부분 적용이 가능하다.
▶압출 노즐에서 토출 되는 재료는 압출 헤드와 성형판 사이의 상대 운동에 의해서 각 단면 형상이
만들어진다.
▶모든 층에 반복 적층 되어 3차원 형상이 형성된다.
▶대부분의 재료는 노즐을 통해서 압출될 수 있도록 액체 상태 또는 이와 유사한 상태로 압출
노즐에서 토출 되며, 토출 된 후에는 그 형태가 변화하지 않는다.
▶성형하고자 하는 제품의 단면 형상이 만들어지고 재료가 경화된 후 그 위에 다음 층을 같은
방법으로 토출 하는 것을 반복하여 최종적으로 제품을 성형한다.
2020/05/30 - [3D프린팅의 기본상식들] - 1. 3D 프린팅 기술방식-FFF

(1) 재료 압출 방법
▶ 재료들을 압출하는 노즐이나 재료에 압력을 가하는 장치는 사용되는 재료의 종류나
기계적/물리적 특성에 따라서 다양한 형태가 있을 수 있다.
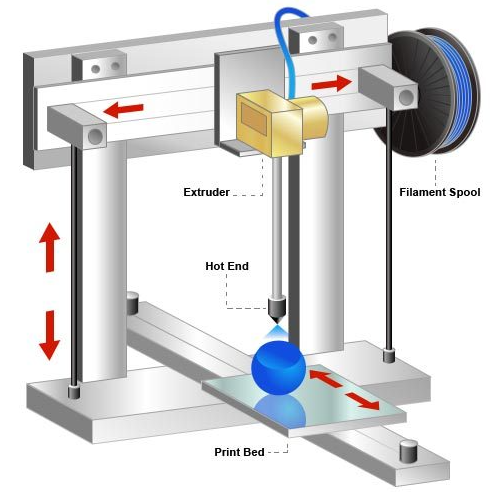
▶가장 널리 사용되는 재료 압출 공정인 FDM의 경우에는 가열된 노즐에 필라멘트 형태의
열가소성 수지를 투입하며, 투입된 재료들이 노즐 내부에서 가압되어 노즐 출구를 통해서
토출 된다.
(가) 필라멘트
- 필라멘트 형태로 재료가 공급되며, 보호 카트리지나 롤에 감겨 있다.
- FDM 방식 3D 프린터의 내부에 있는 경우도 있고 외부에 장착되어 있는 경우도 있다.
(나) 스테핑 모터와 노즐
▶스테링 모터의 회전에 의해 톱니가 회전하게 되면 여기에 물려 있는 필라멘트 재료가 노즐 내부로
이송되고, 노즐 내부에서는 재료가 가열 용융되어 압출되게 된다,
▶처음엔 필라멘트가 고체 상태이지만 열에 의해 점성이 매우 높은 액체 상태로 용융되고 가압된 후
노즐 출구를 통하여 압출된다.
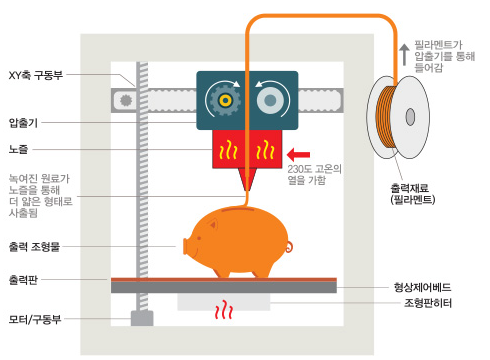
이미지출처 : 3dch.co.kr/printer/uses2
(다) 히팅 베드
▶베드는 Z 축 방향으로 이송되며 노즐이 X-Y평면에서 이송되면서 단면 형상이 만들어진다.
▶한 층의 단면이 만들어지면 층높이만큼 플랫폼이 아래로 이송되거나 또는 헤드가 부착된 X-Y축이
위로 이송되면서 다음 층을 만들 수 있게 된다.
▶응력을 가지게 되어 추후 변형이 발생할 수도 있다.
▶히팅 베드를 가열시켜 온도를 유지하기도 한다.
▶히팅 베드뿐만 아니라, 몇몇 FDM 방식 3D 프린터는 제품이 제작되는 내부 자체가 적정한 온도로
유지되어 성형하기도 한다.
2020/06/09 - [3D프린팅의 기본상식들] - 3장. 3D프린팅 기술의 종류
(2) 후가공
▶FDM 방식은 3D프린터 방식중에서도 정밀도가 떨어지는 편이기 때문에 깔끔한 표면의 출력물을
원한다면 후가공은 필수적이다.
▶FDM방식은 압출 공정으로 인해 측면에 레이어가 생기기 때문에 표면을 부드럽게 할 필요가 있다.
(가) 서포터 제거
▶후가공은 제거부터 시작된다.
▶서포터가 없는 출력물도 있지만, 서포터가 있는 경우엔 서포터 제거부터 시작한다.
FDM 방식에서 서포터 :
① 비수용성 서포터 : 직접 손으로 제거한다.
② 수용성 서포터 : 녹여서 제거한다.
① 비수용성 서포터
- 손으로 뗄 수도 있지만 니퍼, 커터, 칼, 조각도, 아트 나이프 등 공구 사용하면 용이하다.
- 수용성 서포터 제거보다 시간이 오래 걸리며 표면 상태도 좋지 않다.
② 수용성 서포터
- 대표 : 폴리비닐알코올(PVA)소재가 있다.
- 폴리비닐 알코올 : 물에 용해되는 특징, 저온 열가소성이다.
- 간단한 침수만으로 빠르게 녹는다.
- 수용성 섬유로 구성되어 있어 물에 녹으면 단순한 물 세척만을 쉽게 제거
- 독성이 없는 물질로 안전하게 사용할 수 있다.
- 크기와 형상에 따라 서포터 시간이 달라지겠지만 일반적인 크기의 수용성 서포터 제거에는
약 15분 정도 걸린다.
- PVA 외에 HIPS소재도 서포터 소재로 주로 사용되며 리모넨(Limonene) 용액에서 용해된다.
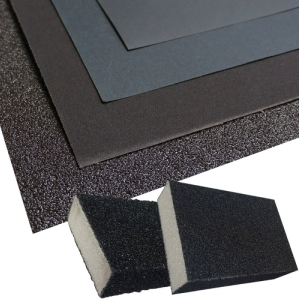
(나) 사포
- 출력물의 표면을 다듬기 위해 사포도 사용된다
- 사포는 거칠기마다 번호가 있는데 번호가 낮을수록 표면이 거칠다
- 번호가 높을수록 표면이 곱다
- 번호가 낮은 거친 사포부터 시작해서 번호가 높은 고운 사포로 점차 단계를 넘어가야 한다.
- 주로 스펀지 사포, 천 사포, 종이 사포 사용된다.
* 스펀지 사포 : 비싸지만 부드러운 곡면 다듬는 데 사용.
* 천사포 : 질기기 때문에 오래 사용이 가능
* 종이 사포 : 가장 많이 사용, 구겨지고 접히는 특성 때문에 물체의 안쪽을 사포질 할 때 유리하다.
'3D프린팅 첫걸음' 카테고리의 다른 글
| 3D프린팅의 방식과 소재(2) (2) | 2020.06.18 |
|---|---|
| 3D프린팅의 방식과 소재(1) (0) | 2020.06.17 |
| 3D 모델링 폴리곤, 패치, 넙스의 차이점 (5) | 2020.06.14 |
| 3장. 3D프린팅 기술의 종류 (0) | 2020.06.09 |
| 3D 프린터 개념(2) (0) | 2020.06.06 |



